|
|
|
|||||||||||||||||||||||||||||||||||||||||||||
|
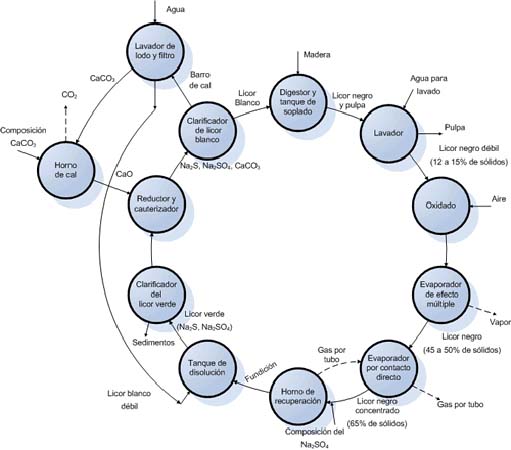
Jueves 15 de junio de 2006 Las plantas de celulosa que construyen en Fray Bentos las empresas multinacionales Botnia y Ence han desatado una crisis binacional insospechada. En Uruguay defienden su instalación, a capa y espada bajo el supuesto de que implicarán una inversión que reactivará su economía y generará miles de puestos de trabajo. Enarbolando esta consigna se minimizan al punto de trasladar a un plano más que secundario- los posibles impactos negativos en el medioambiente que implican este tipo de procesos químicos. Por el otro lado, sobre la costa argentina del río Uruguay, la población se resiste a lo que consideran un seguro empobrecimiento de su calidad de vida y una merma en sus recursos turísticos. Comprender cabalmente el proceso químico que requiere la fabricación de pasta de celulosa es, tal vez, un primer paso para comprender la real magnitud del problema. Por Florencia Campetella y Patricia Olivella. Estamos tan habituados a usarlo y derrocharlo que quizá por eso, la historia del papel haya quedado en el olvido. Fueron los egipcios quienes mediante el uso del papiro lograron satisfacer la necesidad de utilizar un medio escrito para comunicarse. Pero el crédito se lo lleva el funcionario chino Tsai Lun al crear, a partir de moras, redes de pesca y trapos, lo que hoy conocemos como papel. La incorporación de la celulosa basada en madera como fuente de fibra, y el cloro para el proceso de blanqueo, le otorgó un crecimiento impensado a esta industria destinada a satisfacer una demanda que, tan solo entre 1961 y 2002, creció un 423%. Actualmente podemos identificar tres etapas en el proceso de fabricación del papel: la producción de pulpa o pasta, el blanqueo de ésta, y la incorporación de ciertos aditivos a la pasta ya seca para formar las hojas. Las primeras dos etapas tienen lugar en las plantas de procesamiento de celulosa. De la madera a la pulpa La madera está compuesta principalmente por fibras de celulosa, hemicelulosa, lignina (adhesivo resinoso que mantiene unidas a las células de la madera) y una serie de compuestos denominados extraíbles. Para convertir esta madera en pulpa, existen varios tipos de procesos: los procesos mecánicos, donde la madera se tritura para liberar las fibras, los procesos termomecánicos, los procesos semiquímicos y los procesos químicos. Los procesos mecánicos son los más antiguos y su mayor inconveniente radica en que de estas pulpas no se puede obtener papel de gran calidad ya que conservan la lignina, que es lo que les da un color amarronado. Los procesos químicos son aquellos que cocinan en un medio químico y a altas temperaturas las astillas de madera. Uno de ellos es el proceso al sulfito. Fue descubierto hacia el año 1870 por B.C. Tilman, que observó que se podía producir una pulpa de aspecto brillante si se trataba la madera a altas temperaturas y presiones con ácido sulfuroso (H2SO3) y bisulfito cálcico (Ca(HSO3)2). Sin embargo, las plantas a gran escala recién pudieron montarse años más tarde, cuando se utilizaron digestores de cerámica calentados por vapor directo, que permitían construir unidades grandes. El proceso al sulfito fue el método de producción de pulpas químicas más utilizado hasta los años 30. Aunque todavía el 10% de la producción mundial de papel utiliza el proceso al sulfito, en la actualidad ya ha sido desplazado por el proceso Kraft, debido a la calidad de la pulpa y del costo específico del proceso de fabricación y blanqueo. En las plantas de celulosa que se instalarán en Fray Bentos se utilizará el método kraft o al sulfato. El proceso Kraft El proceso Kraft fue descubierto por el químico alemán C. F. Dahl en 1879. El nombre significa fuerte, y se le puso a este método por las buenas características de la pulpa obtenida. Las reacciones que tienen lugar durante la digestión Kraft no son totalmente conocidas, ya que la multiplicidad de compuestos presentes en el medio reactivo, y la complejidad de la lignina dificultan la determinación de las reacciones determinantes de la velocidad global; pero se sabe que la presencia de sulfuro acelera la disolución de la lignina sin que aumente la degradación de la celulosa, y que el ataque a las moléculas de lignina implica la formación de grupos que hacen a la lignina más soluble en el álcali. El proceso de la pulpa de tipo Kraft es similar al proceso del sulfito. Se cargan en el digestor las astillas y el licor blanco y se calienta el digestor por vaporización directa hasta llegar a temperaturas de entre 160 y 180ºC, manteniéndose estas condiciones hasta alcanzar el grado deseado de cocción. Una vez terminada la cocción la mezcla de pulpa y astillas no digeridas salen del digestor y se separan por cernido. Las partículas de mayor tamaño son devueltas al digestor y se separa la pulpa que pasará a una etapa de lavado. El licor gastado, denominado licor negro, se pasa al ciclo de regeneración; allí, se mezcla con sulfato sódico y se oxida, para evitar olores indeseables (provenientes de compuestos sulfurosos). Una vez oxidado se incinera en un horno de recuperación, produciéndose una ceniza que contiene carbonato sódico y sulfuro sódico, los cuales se caustifican por agregado de cal apagada; de aquí se obtiene carbonato cálcico, que se regenera a cal viva por combustión. Además, el calor generado en los hornos se aprovecha para calentar la caldera, precalentar el vapor y para evaporar disolvente en la etapa de concentración del licor negro. El proceso de producción kraft es el más utilizado en la actualidad porque permite utilizar cualquier especie de madera, es un proceso rápido por sus cortos tiempos de cocción y porque produce pulpas de buena calidad y resistentes. Sin embargo, presenta como un gran inconveniente la dificultad para controlar los olores sulfurosos, que aparecen a concentraciones de incluso partes por mil millones, y que son muy difíciles de evitar. El licor negro es lo que se ha sulfitado; habitualmente se seca y da un producto llamado lignosulfonato que no es tóxico y es usado por las industrias por ejemplo como aglutinante. Cuando se usan eucaliptus, como se hará en Uruguay, el lignosulfonato esta muy impurificado con otros productos, entonces debe concentrarse al máximo para utilizarse para alimentar calderas, afirma el Dr. Osvaldo Troccoli, quien estuvo a cargo del tratamiento de efluentes de una pastera y actualmente forma parte del INQUIMAE (FCEN- UBA). El olor al que suele hacerse referencia, continúa el investigador, es sólo consecuencia de una mala degradación anaeróbica del sulfato por parte de las bacterias en la laguna de oxidación de la planta de tratamiento. La solución de este problema consistiría en poner oxígeno en la laguna y dejar al licor por un tiempo suficiente para que, estando en contacto con el oxígeno, se degrade. Para el Dr. Tróccoli, químicamente se puede controlar todo con precisión, y si se produce una desviación en el proceso debería poder pararse el volcado de esos efluentes. Sin embargo, si así no fuera, estaría produciéndose un problema en los niveles de la Demanda Bioquímica de Oxígeno (DBO), que se pondría de manifiesto en la capacidad que tiene el caudal de agua receptor para que la vida sea sustentable. Si la DBO y la demanda química de oxígeno (DQO) de los efluentes fuera muy alta se atentaría contra el ecosistema receptor. Por esta razón, la clave, según Troccoli, está en diseñar plantas de tratamiento de efluentes con espacio suficiente para tratar prudentemente los productos secundarios del proceso. Cuando se diseña una planta se hace para producir determinada cantidad de pasta, pero si la producción aumenta, la laguna de tratamiento queda subdimensionada y es ahí cuando empiezan a aparecer DBO. El diseño tiene que estar en función de la producción, concluye. El blanqueado Pero el proceso de producción de celulosa no termina con la obtención de la pulpa. Una vez obtenida la pulpa, que puede ser de fibra larga o fibra corta según el proceso y tipo de madera empleada, ésta debe ser blanqueada eliminando la lignina residual. Para ello se distinguen tres métodos según el aditivo químico que se utilice: con cloro elemental, con dióxido de cloro (proceso ECF) y libre de todo tipo de cloro (proceso TCF). Desde fines del siglo XVIII se utilizó cloro e hipoclorito, para el blanqueo. El hipoclorito cálcico (Ca(ClO)2) fue el compuesto elegido por su facilidad de preparación y transporte en forma de polvo. Este procedimiento que utilizaba cloro gas o cloro elemental para el blanqueo de la pulpa se utilizó hasta los años 30 y se aplicó a las pulpas Kraft, las cuales alcanzaban un grado de blancura muy alta, pues la acción del cloro sobre la pulpa es el de eliminar la lignina. Pero a mediados de la década de 1980, análisis de los vertidos de plantas de celulosa revelaron una alta concentración de compuestos organoclorados resultantes de la reacción del cloro con componentes orgánicos de la pulpa (AOX = cantidad de halógenos orgánicos adsorbibles al carbón activado), entre los que se encontraron dioxinas, un tóxico muy potente (Ver recuadros). Hacia los 90 la mayoría de las plantas ya habían reemplazado el gas elemental por procedimientos ECF (Elemental Chlorine Free = Sin Cloro Elemental) o TCF (Totally Chlorine Free = Totalmente Sin Cloro). El proceso sin cloro elemental (ECF), está definido como la mejor técnica disponible (BAT = Best Available Technique) para blanquear y es el que tienen proyectado usar las plantas en Uruguay. Este proceso utiliza dióxido de cloro y sustancias alcalinas en la etapa inicial y peróxido de hidrógeno y oxígeno en la etapa final. Se ha desarrollado también un ECF mejorado en el que se cocina la pulpa por más tiempo, eliminando la mayor parte de la lignina antes del blanqueo con dióxido de cloro. El tercer proceso disponible es el que prescinde totalmente del cloro, el TCF. Este método extiende el proceso de cocción de las astillas y utiliza oxígeno, peróxido de hidrógeno u ozono en reemplazo de compuestos clorados. El problema que presenta este método es que no suele producir un papel de alta calidad. Sirve, por ejemplo, para producir papel tissue. Esto se debe a que en el proceso TCF se revierte el color pero no se elimina la lignina totalmente sino que permanece bloqueada. Según cifras del año 2002, el 20% de las plantas de celulosa del mundo utilizan cloro gas; el 75%, procesos ECF y un 5% procesos TCF. Al respecto, María Antonia Grampone, ingeniera en química y doctora en la misma especialidad de la Universidad de la República, Uruguay, opinó que si el proceso ECF está mal controlado, es decir si no se ajustan los parámetros de operación como se debe y. se fabrica la celulosa de cualquier manera, pueden generarse muchos contaminantes. Pero si se trabaja como se debe no se generan contaminantes por encima de los valores permitidos por la normativa europea. No se trata de decir el proceso ECF contamina sino de decir si el proceso ECF está bien hecho, no contamina. Porque también el proceso TCF, si está mal hecho, contamina. La Dra. Grampone trabaja en la Facultad de Química del Uruguay como Profesora Catedrática y su especialidad son las grasas y los aceites. Sin embargo, por su vinculación política con uno de los partidos que integran el Frente Amplio (el MPP, Movimiento de Participación Popular), muchas veces es consultada por cuestiones técnicas. En noviembre del año pasado integró la delegación gubernamental que visitó las fábricas de ENCE en Huelva y en Pontevedra, España. ¿Contaminan o no? Este es el eje central de la discusión. Hay acuerdo en que las plantas procesadoras de celulosa de Fray Bentos no utilizarán cloro elemental, también hay acuerdo en que la tecnología utilizada es una de las mejores disponibles; pero, aún partiendo de estas mismas premisas, las conclusiones a las que arriban detractores y defensores de las plantas no son las mismas. El 31 de mayo de 2005 acaba de cumplirse un año- por una declaración de los cancilleres de ambos países se constituyó el Grupo Técnico Binacional de Alto Nivel (GTAN). Este grupo debía realizar estudios y análisis, intercambio de información y seguimiento de las consecuencias que las plantas de celulosa podrían tener sobre el ecosistema del río Uruguay. Sin embargo, a fines del mes de enero de 2006, las delegaciones argentina y uruguaya, publicaron por separado informes de la situación porque no lograron unificar criterios al respecto. La delegación argentina -entre los que se encontaban los especialistas Lucio Janiot, licenciado en Química y miembro Servicio de Hidrología Naval; José Lobo, del Instituto Nacional del Agua; Hugo Vélez, director del Centro de Investigación de Desarrollo de Celulosa y Papel del INTI e Inés Gómez de la Secretaría de Ambiente y Desarrollo Sustentable de la Nación- elaboró un informe sumamente completo y con duros cuestionamientos. El informe de la delegación uruguaya integrada entre otros por Alicia Torres, directora Nacional de la Dirección Nacional de Medio Ambiente (DINAMA); Raquel Piaggio, Asesora del Ministerio de Industrias; Daniel Collazo. Director de Evaluación de Impacto Ambiental de la DINAMA y el ingeniero Llorente de la Universidad de la República- es mucho más sucinto y remite, para el análisis técnico, a los estudios de impacto ambiental realizados por las propias empresas Botnia y ENCE. Primer problema: la localización Mucho se ha discutido sobre los métodos de producción utilizados por las pasteras. Sin embargo, existe un elemento que suele evaluarse con mucha anterioridad y tenerse en cuenta a la hora de realizar cualquier estudio de impacto ambiental que se precie de serio: el análisis de alternativas de localización. Tal como lo indica la delegación argentina al GTAN en su informe, el Banco Mundial, en su Política sobre Evaluación Ambiental (Manual de Operaciones del Banco Mundial OP 4.01), califica al análisis de alternativas como uno de los propósitos clave de la evaluación ambiental (Ver enlaces sugeridos). Desde la primera reunión del grupo, los técnicos argentinos requirieron sin éxito- conocer las razones por las cuales las plantas se instalarían sobre el río Uruguay, por qué se proyectaba instalarlas en lugares tan próximos entre sí y por qué se encontrarían tan cerca de las poblaciones. También se interesaron por conocer por qué los organismos de control uruguayos aceptaron el lugar de descarga de efluentes propuesto por Botnia y ENCE y si se consideraron otros sitios con menos riesgo para la actividad pesquera de la zona. El equipo técnico uruguayo informó, por su parte, que el reglamento de la DINAMA (Dirección Nacional de Medio Ambiente) no prevé que haya un requerimiento de evaluación de alternativas de localización. La evaluación de alternativas de localización ni siquiera aparece mencionada en el informe técnico de la delegación uruguaya al GTAN. Por su parte, la Dra. Grampone opinó que «los estudios de localización están en los propios informes presentados por las empresas Botnia y ENCE a la DINAMA para solicitar su autorización. Pero, para los técnicos argentinos estos informes apenas hacen meras referencias a la selección del sitio y no los compara con otras opciones posibles. Por otra parte, el 9 de septiembre de 2005, en una visita a la Cancillería argentina realizada por la embajadora finlandesa, Ritva Anneli Jolkkonen, junto a un grupo de técnicos de ese país, éstos reconocieron que de haberse realizado un emprendimiento en una zona en la que Finlandia limitara con otro Estado, Botnia debería haber hecho un estudio de impacto ambiental transfronterizo y consultar a la sociedad civil de ambos lados de la frontera. Este tema es justamente el centro de la principal argumentación que llevo la Argentina a La Haya. Ante el tribunal internacional, Argentina puso mucho énfasis en denunciar que Uruguay violó el Estatuto de río Uruguay, firmado en el año 1975 (ver enlaces sugeridos), el cual obliga a ambos países a regular en forma conjunta, entre otros asuntos, las cuestiones ambientales derivadas de los usos y actividades que se desarrollen en la cuenca de este curso de agua. Sin embargo, Uruguay admitió el viernes ante el mismo tribunal que manejó el río fronterizo como si fuera sólo suyo, al hablar de soberanía en la decisión de instalar las plantas y afirmar que no necesita consentimiento argentino para el emprendimiento. El proceso de producción En el fragor de la controversia, las voces que se levantan en favor de las plantas de celulosa argumentan con frecuencia que las técnicas de producción que utilizarán las plantas de Fray Bentos son las llamadas mejores técnicas disponibles. Pero, para el equipo técnico argentino, las empresas parecen ajustar la evaluación de impacto ambiental a unas mejores técnicas disponibles que no son precisadas, en lugar de mostrar el diseño del proceso con la aplicación de las mejores técnicas seleccionadas teniendo en cuenta la localización y las circunstancias de las plantas. El grado de contaminación generado por este proceso de producción es el punto de mayor divergencia entre las opiniones. En una carta abierta a la sociedad uruguaya, investigadores y docentes de Química de la Universidad de la República afirman que desde el punto de vista químico, no existe ninguna razón científica para pensar que los procesos a implementar contaminarán el ambiente, siempre que se cumpla con el control de las emisiones de efluentes líquidos, gaseosos y sólidos, al que las empresas se han comprometido. Agregan además que la contaminación es inherente a la transformación del medio ambiente causada por la presencia del ser humano en números millonarios, y no puede eliminarse completamente sin retroceder a estadios muy anteriores al de la civilización actual, en que la vida era más brutal y breve. El argumento aparece con notable frecuencia en declaraciones de científicos y técnicos uruguayos. «Cualquier actividad humana contamina: nuestros desechos domésticos son contaminantes si no se les hace un tratamiento previo al vertido o no se vierten en corrientes de agua de gran caudal, coincide la Dra. Grampone. Lejos de las apreciaciones obvias, el Dr. José Castro, químico argentino, se refirió a la contaminación industrial que se sumaria de modo nada despreciable a la producida por la mera presencia del hombre. «Estudios de laboratorios ambientales de Finlandia muestran que hay toxicidad remanente de derivados de la lignina y hemicelulosa, aún luego de todos los procesos de depuración», afirma. En el mismo sentido se orienta el Dr. Juan Moretton, Profesor Asociado de la Cátedra de Higiene y Sanidad en la Facultad de Farmacia y Bioquímica, de la Universidad de Buenos Aires: La fabricación de pasta de celulosa ya sea mecánica o química tiene un elevado consumo eléctrico, de 1.400 a 2.500 kw /tonelada según el proceso y un consumo de agua de entre 20 y 200 m3/tonelada, que genera un agua residual con una media de 7kg/tonelada de sólidos en suspensión y 55 kg./tonelada de DQO. Estos datos dan una idea del impacto ambiental que puede tener esta actividad. El impacto sobre los ambientes acuáticos y terrestres puede ser importante y, en algunos casos, generar zonas irrecuperables en lo referente a la biota. Para la delegación argentina al GTAN, el tema no es menor y le han dedicado muchas páginas de su informe al análisis de los posibles efectos contaminantes, desglosados según se trate de efluentes líquidos, emisiones gaseosas o residuos sólidos. El río de los pájaros
El río Uruguay puede considerarse como de aguas limpias por sus bajos valores de DQO y de DBO, un pH ubicado justo en la mitad de los rangos estándares y un 76% de saturación de oxígeno. Sin embargo, el nivel de nutrientes mantiene un precario equilibrio sobre todo por exceso de fósforo- y la menor variación podría provocar eutrofización, es decir una saturación de nutrientes que favorece la proliferación de plantas que terminan destruyendo el ecosistema. Aguas abajo de la ciudad de Fray Bentos es, por otra parte, un área de alta densidad específica de peces, con más de 125 especies, algunas de ellas críticamente amenazadas. La zona es, además, área de cría de peces migratorios, con rutas de deriva de larvas que pasan por las zonas de descarga de efluentes de las dos plantas elaboradoras de celulosa. La delegación técnica argentina está convencida de que la descarga de efluentes prevista afectará negativamente las aguas del río, su biota y sus actuales usos. La Agencia de Protección Ambiental de los Estados Unidos (EPA) considera que se deben establecer límites para la DQO en efluentes para asegurar que en los procesos se minimice la descarga de compuestos orgánicos incluyendo los tóxicos. Para el equipo argentino del GTAN se deben establecer esas limitaciones porque se han hallado efectos tóxicos subletales resultantes de la descarga de efluentes tratados provenientes de fábricas de pastas Kraft blanqueadas y sin blanquear. Las aguas residuales resultantes del proceso de blanqueado de la pulpa se presentan como una compleja mezcla de distintos compuestos en la que predominan los organoclorados, explica el Dr. Moretton. Para la caracterización del riesgo que presentan estos efluentes para el ambiente se suele sumar a las determinaciones habituales de DBO, DQO, partículas sedimentables y en suspensión, la de AOX. Dentro de esta fracción se encuentran importantes agentes tóxicos, como las dioxinas y los furanos. En cambio, para los investigadores y docentes de química de la Universidad de la República que firman la mencionada carta abierta, la obtención de celulosa no es necesariamente un proceso contaminante. En el proceso ECF no se producen especies orgánicas policloradas, sostienen, porque el dióxido de cloro es un oxidante que incorpora a la lignina átomos de oxígeno y no de átomos de cloro. Sin embargo, más adelante reconocen que el proceso ECF no es necesariamente contaminante, pero sí tiene el potencial para contaminar, al igual que el proceso TCF, si no se toman las medidas adecuadas de tratamiento de los efluentes. Si se siguen los procesos correctos, sostienen, el agua tomada del río debería volver a él con menos contaminantes de los que tenía originalmente. No es cierto que se arrojarán al río Uruguay contaminantes orgánicos clorados bioacumulables en cantidades significativas, continúan en su carta abierta los químicos orientales. Las empresas se han comprometido a que sólo haya un aumento de un doscientosavo (1/200) de los productos clorados (AOX) que actualmente se liberan por la acción de la potabilización del agua para consumo humano en Fray Bentos con cloro, explican confiados. Los profesores uruguayos firmantes de la carta abierta insisten en que no se producirán policloro dioxinas o policloro dibenzofuranos en cantidades detectables. Esto quiere decir que se producirán menos de una parte por trillón, que es el límite de detección. Por esto, no representan ningún riesgo cancerogénico o teratogénico adicional al producido por la quema de leña, madera de monte o combustibles fósiles en las condiciones actuales, afirman. Los cálculos de producción total de AOX realizadas por los universitarios uruguayos arrojan como resultado una concentración máxima de AOX de 0.00004 gramos por litro en las condiciones más desfavorables de caudal del río. Estos números los mueven a afirmar que no es una amenaza a la salud. Más aún, estos AOX no son policlorados y no contienen dioxinas. Sin embargo, estos datos difieren incluso de los presentados por las empresas Botnia y ENCE en sus Estudios de Impacto Ambiental. Los datos brindados por las empresas indican que anualmente se volcarán al río Uruguay, en régimen normal de operación, 250.000 kg./año de AOX (Ver enlaces sugeridos). Para el equipo argentino del GTAN los valores de descarga de AOX declarados exceden los niveles alcanzables con tecnologías ECF a nivel mundial. Un dato no menor es que las empresas ya informaron que no van a realizar análisis de rutina de dioxinas ni furanos porque no generarán dioxinas en niveles detectables por los métodos actuales». Para la Dra. Grampone, «la formación de dioxinas y furanos en la tecnología ECF está por debajo de los valores detectables por las técnicas actuales. Así se asegura en Reference Document on Real Available Techniques on the Pulp and Paper Industry de la Integrated Pollution Prevention and Control (IPPC), de la Comisión Europea (diciembre 2001). Por otra parte, se comenta extraoficialmente, que ni Argentina ni Uruguay disponen del instrumental necesario para esta medición, por lo que, hasta el momento, sólo se tendrá fe en lo que informen las empresas. En España, país de origen de la empresa ENCE, en cambio, el municipio es quien verifica que las concentraciones de cada compuesto presente en las aguas residuales arrojadas por ENCE no excedan el máximo permitido. Los efluentes de las pasteras de Fray Bentos serán tratados con un proceso que implica decantaciones y tratamientos biológicos con lodos activados (microbios, bacterias, protozoarios) que prácticamente comen las sustancias que componen al efluente. Según los EIA provistos por las empresas, de este modo, se controlarán los contaminantes de las aguas residuales, alcanzando los niveles de las directivas de la Comisión Europea. Sin embargo, para el Dr. Moretton, en todos los casos los barros residuales contienen AOX. Para los catedráticos uruguayos, en cambio, el nitrógeno, el fósforo y los productos químicos que producen eutrofización, al igual que las sustancias químicas que consumen oxígeno, serán sometidos a tratamiento biológico en barros activados, dicen. Ellos sostienen que gracias a este tratamiento de efluentes, el 95% de los contaminantes potenciales nunca llegarán al río. Sin embargo, para el Dr. Leónidas Letelier, bioquímico de la Universidad de la República (Uruguay). los efluentes del blanqueo son aún un problema no resuelto. El problema que presentan los tratamientos de efluentes, explica el Dr. Moretton, es que pese a su eficacia pueden permanecer en las aguas compuestos tóxicos. El uso de dióxido de cloro genera altas concentraciones de clorato que actúa como alguicida. Se debe controlar también la carga orgánica que se vierte a los efluentes y las emisiones de fosfatos y nitratos. En el EIA de Botnia se reconoce que aumentará la concentración de fósforo respecto de la actual. La delegación argentina al GTAN ha indicado que el permiso de volcado otorgado por las autoridades ambientales uruguayas viola las propias normativas de ese país. Estudios realizados por el Programa de Monitoreo de Efectos Ambientales de Canadá sobre los efectos tóxicos crónicos de los vertidos de las plantas sobre los peces de zonas aledañas mostraron alteraciones reproductivas, aumentos del metabolismo y cambios en la estructura poblacional. Otros estudios también evidenciaron cambios hormonales, alteraciones hepáticas, lesiones en la piel y branquias. Estudios más recientes revelaron una masculinización parcial y total en peces expuestos a efluentes, capaces de producir diversas reacciones en los receptores de hormonas masculinas, de plantas de celulosa que utilizan procesos de blanqueo ECF. La delegación argentina al GTAN considera y así lo hace saber en su informe- que en este, como en otros aspectos, las empresas no han provisto de información suficiente y que no se les ha exigido, por parte de los organismos de control ambiental uruguayos, que realicen estudios que se consideran básicos para una evaluación seria de impacto ambiental. Esta precariedad en la información suministrada fue confirmada por la Corporación Financiera Internacional (CFI) -órgano del Banco Mundial- cuando solicitó la profundización de los estudios de impacto ambiental para completar el proceso de financiación de las plantas. Basándose en las recomendaciones que efectuaron los expertos canadienses Wayne Dwernychuck y Neil McCubbin en un informe difundido en el mes abril, la CFI pidió como primera acción recalcular la incidencia acumulada que las plantas tendrán en el ecosistema circundante y transfronterizo. En cuanto al vertido de aguas residuales, los consultores reclamaron un modelo más detallado del comportamiento de estos residuos en su dispersión en el río Uruguay, para lo cual tendrán que brindar una exhaustiva información de las características actuales del cauce y sus recursos pesqueros como forma de evaluar el impacto sobre el suministro de agua potable para la ciudad de Fray Bentos, así como cualquier potencial impacto transfronterizo y de contaminación de los peces. Se demanda a su vez mayor información acerca de a la selección del emplazamiento de cada planta, explicando las razones que fundamentan la decisión de ubicarlas en las cercanías de Fray Bentos. Lo que el viento se lleva La contaminación del aire es otro punto a considerar en el proceso. Uno de los principales inconvenientes generados por el proceso Kraft es la formación y descarga a la atmósfera de compuestos reducidos de azufre que causan severos problemas de olor, explica el Dr. Moretton. Los compuestos como los mercaptanos y el dimetilsulfuro surgen como consecuencia de la actividad de sulfuros y metilsulfuros sobre los componentes de la lignina. Los tiempos prolongados de cocción utilizados en algunos procesos llevan a la producción de mayor cantidad de mercaptanos, precisa. Las emisiones de material particulado llegan a 0,25 toneladas por tonelada de pulpa producida y pueden controlarse con precipitadotes electrostáticos, continúa el especialista. La eliminación de óxidos de azufre depende básicamente del tipo de combustible utilizado, los combustibles fósiles pueden contener distinto grado de azufre, su eliminación reduce este problema, concluye. Pero, en el caso de las emisiones gaseosas, el tema principal de discusión radica, fundamentalmente, en que Argentina considera que es muy difícil evaluar los posibles daños ambientales puesto que las empresas no han entregado información suficiente y la poca información provista adolece de impresiciones y errores serios. En particular, los datos sobre emisiones de gases presentados en el EIA de la empresa Botnia, han sido fuertemente criticados también por la DINAMA. En la combustión presente durante el proceso de producción se producen NOx (óxido de nitrógeno), SO2 (dióxido de azufre) y PM (material particulado), además de los TRS (gases olorosos). Botnia aceptó que los emitirá y asegura que los monitoreará; pero, a pesar de reconocer que también se producirán VOC (compuestos orgánico volátiles), no hace mención alguna acerca de su monitoreo. La delegación técnica argentina también puntualizó que no se especifica qué elementos componen el material particulado producido, ni su tamaño; estos datos son importantes a la hora de evaluar sus posibles impactos sobre la salud. Por último el PM también influye sobre la visibilidad, creando un efecto conocido como opacidad. En los Estados Unidos, la EPA exige el monitoreo de dicho parámetro, dicen los especialistas argentinos del GTAN, pero en el EIA de Botnia ni se lo menciona, ni se tiene contemplado monitorearlo, pese a que la empresa dice cumplir con los estándares internacionales. Pero, sin lugar a dudas, uno de los temas más sensibles, es el de las emisiones a la atmosfera de dioxinas y furanos. Las dioxinas son la segunda etapa de la formación de clorofenoles, aclara el Dr. Troccoli. En la lignina hay fenoles que normalmente pueden clorarse. En el caso del dióxido de cloro, es poco probable que los fenoles disueltos en agua se cloren y si llegaran a formarse dioxinas en algún momento del proceso con someter esos gases a 1200°C por un tiempo determinado, uno se asegura que se destruyen todas las dioxinas, explica. La DINAMA autorizó a ENCE a emitir el nivel solicitado, que es de 180 mg anuales equivalentes de toxicidad y, en el caso de Botnia, autorizó 163 mg anuales equivalentes de toxicidad. Llama la atención que ENCE, que producirá la mitad que la planta de Botnia, tenga una licencia de contaminación más alta, dice el informe argentino del GTAN. De acuerdo a la información brindada por las empresas, en este caso tampoco van a monitorear estos gases ya que estarían presentes en tan baja concentración que no serían detectables por los análisis químicos. Sin embargo, precisamente es necesario monitorearlos para asegurar que no excedan esos bajos niveles, afirman los representantes argentinos. Dado su gran estabilidad y por ende su poder de bioacumulación, a largo plazo la concentración va a ir aumentando, con los consiguientes efectos ambientales, explican. Los técnicos argentinos, también han hecho notar que los EIA de las empresas presentan errores geográficos y meteorológicos que impiden que la estimación de eventuales daños sea válida. Por ejemplo, a falta de datos meteorológicos de la ciudad de Fray Bentos, se utilizaron datos obtenidos entre los años 2001 y 2003 para las ciudades de Paysandú y Salto, ubicadas aproximadamente a 100 y 200 km de distancia de las plantas. Se efectuó una identificación de patrones de viento y se concluyó que los más probables serían los de dirección sureste-noreste. Sin embargo, según información oficial del Servicio Meteorológico Nacional de la Argentina, para la ciudad de Gualeguaychú, los patrones de viento para los diez últimos años son noreste, sureste y este. La delegación técnica argentina afirmó que estudios de esta naturaleza requieren emplear información de un período de al menos 5 a 10 años para poder obtener un valor promedio representativo. Además, es necesario realizar un análisis de variabilidad interanual para juzgar la representatividad de aquel promedio, amplían. Por otro lado el EIA de Botnia ubica a Gualeguaychú a 40 kilómetros de su planta, cuando la realidad es que se encuentra menos de 30 km. Los técnicos del GTAN explican que Botnia hace el análisis de dispersión de las emisiones gaseosas con esta distancia, por lo que el resultado es erróneo. Lo mismo ocurre con la distancia al balneario Ñandubaysal, que tampoco es la correcta. Por todo esto se espera episodios de percepción de malos olores especialmente Metil mercaptano- en el balneario entrerriano de Ñandubaysal y en la ciudad de Gualeguaychú. Final abierto Los químicos uruguayos expresaron en su carta abierta que están convencidos de que las plantas a instalarse contaminarán o no dependiendo exclusivamente del control que se realice sobre las actividades potencialmente contaminantes. Nosotros confiamos en que las empresas mantendrán la palabra empeñada, pero más aún confiamos en que las autoridades de la República dotarán de los recursos humanos y materiales necesarios a los organismos de control correspondientes como para que el proceso sea conducido con la seriedad que el tema merece y monitoreado de la forma más exhaustiva posible, sostienen con más fe que certezas. En el otro extremo, los ambientalistas entrerianos están convencidos de que la única manera de evitar la contaminación es impidiendo la instalación de las pasteras. Entre una y otra postura hay matices, pero no muchos. Lamentablemente en ambos países el tema ha despertado rivalidades sólo alcanzadas por la pasión futbolera. Tal vez, el siguiente párrafo extraído de la carta abierta de los profesores de Universidad de la República, sea uno de los escasos puntos de acuerdo: La mala reputación de la industria del papel es merecida. Sólo la presión social ha conseguido que la industria se mueva en una dirección adecuada.
|
|||||||||||||||||||||||||||||||||||||||||||||


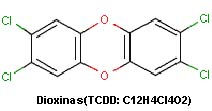 Las
dioxinas son éteres cíclicos unidos a dos anillos bencénicos
parcialmente clorados, dando lugar a dibenzo-para-dioxinas cloradas(ciclo
con 2 átomos de oxígeno) y a dibenzofuranos clorados(ciclo con
1 átomo de oxígeno).
Las
dioxinas son éteres cíclicos unidos a dos anillos bencénicos
parcialmente clorados, dando lugar a dibenzo-para-dioxinas cloradas(ciclo
con 2 átomos de oxígeno) y a dibenzofuranos clorados(ciclo con
1 átomo de oxígeno).